Préparer sa pièce
Didacticiel
Ce tutoriel est là, afin qu’avant de nous contactez, vous puissiez avoir une meilleure vision d’ensemble du rendu de la pièce que vous nous enverrez. Un fichier STL n’est pas reproductible à l’identique comme on le souhaiterait parfois. Il faut faire attentions à plusieurs points que l’on explicite dans ce didacticiel. En somme, il est impératif pour une impression réussie de se pencher sur le dimensionnent, la structure, les surfaces, pentes et angles de notre pièce. Le design doit répondre aux finitions que l’on cherche ; personne ne veut dépenser dix-mille francs dans une vis en tungstène, pourquoi ? Une vis en acier effectue tout à fait le travail nécessaire à son application la plupart du temps.
La conception doit être en accord avec la technologie employée.
1. Dimensionnement
En un premier temps, vous connaissez déjà nos dimensions maximales d’impression. Une pièce mesure deux mètre de long ? C’est tout à fait possible de la produire avec nos imprimantes proposant un volume maximum de 350x350x400 par impression. Il faut réfléchir aux liaisons adaptées. Nous proposons un service de conception et de reproduction rapide où nous pallions ce genre de problème. Réfléchissez à la bonne manière de décomposer un éléments en plusieurs parties pouvant s’imbriquer les unes les autres. Attention cependant aux tolérances. Gardez entre 0,1 et 0,2 mm de tolérance à caque fois. Si vous concevez un trou pour 3mm, il faut noter entre 3,1 et 3,2mm. Cela pouvant être une tâche parfois complexe, nous pouvons le faire à votre place.
2. Faisabilité
En un second temps, nous parlerons de la faisabilité d’une pièce. Outre l’ambiguïté que comporte le verbe faire, nous entendons avec lui dans sa définition mécanique la structure, les surfaces, les pentes, les angles, les finitions recherchées dans la production de notre pièce, etc…
2.1 La structure
Comment concevoir une structure stable et efficace en production ?
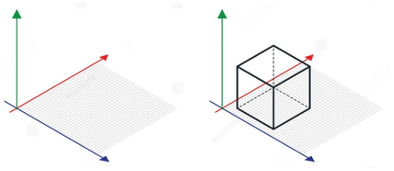
Il n’y a pas de grand secret pour une bonne structure. Une imprimante FDM fonctionne sur 3 axes de liberté : soit x, y et z en rouge, bleu et vert.
Comme le nom l’indique dans FDM (Fusion Deposing Modeling), Un corps chauffant va venir déposer un filament fondu et très fin sur un plateau sur lequel il va refroidir, se durcir, garder la forme. Ainsi, couche par couche, de haut en bas ou de bas en haut, il va doucement modéliser la forme visible dans un fichier STL, OBJ, GLB, etc…
Ainsi pour garantir une structure des plus fidèles au modèle initial, il est préférable de garder une base plate et plus large que le reste de la pièce. Cela permet de s’assurer que l’impression commence bien et se poursuive sans trop d’encombres. Ce n’est pas indispensable, mais cela constitue un gain de temps considérable. Par conséquent, le prix est diminué.
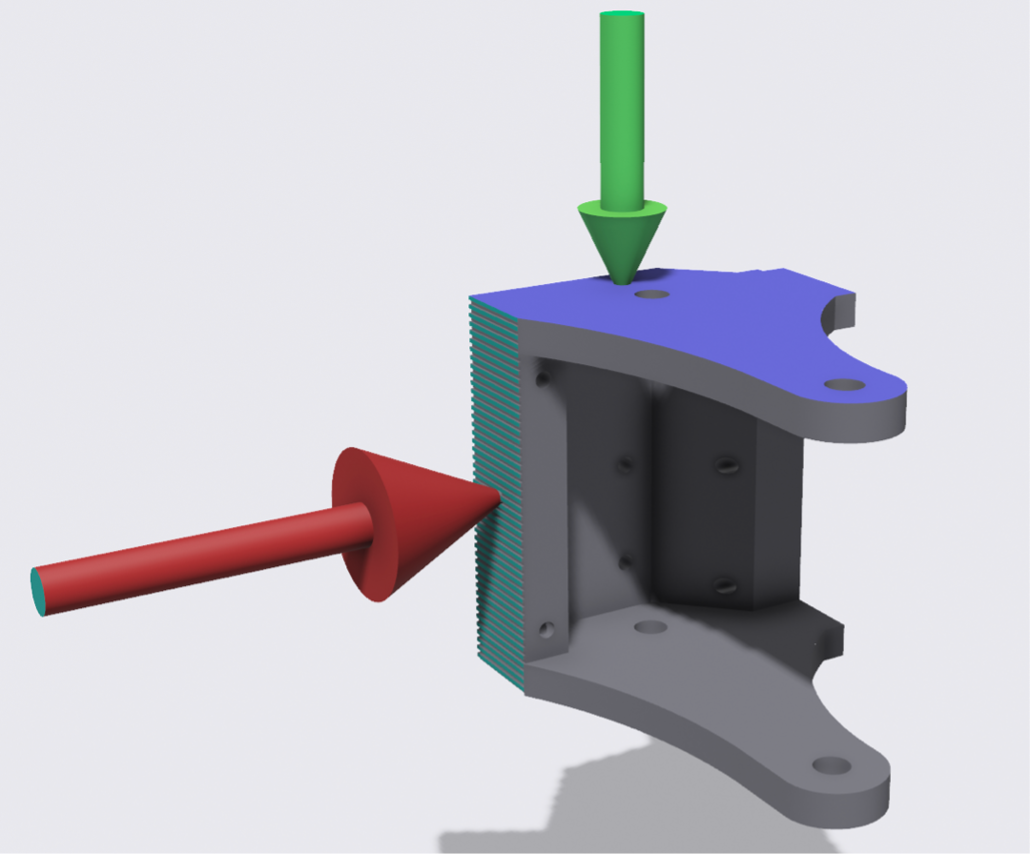
Si la pièce (à droite) est imprimée dans le sens de la flèche verte, les fibres seront normales à ce plan (dans le sens de la flèche rouge). Soit deux forces venant s’appliquer (flèches rouge et verte). La pièce aura plus de mal à encaisser la force de la flèche rouge, car elle va dans le sens des fibres. La force rouge applique une contrainte « agressive » sur les micro-défauts de la pièces qui sont restés de la soudure entre deux couches distinctes.
Pensez à l’orientation optimale de l’impression pour une meilleure résistance de la pièce.
2.2 Les surfaces importantes
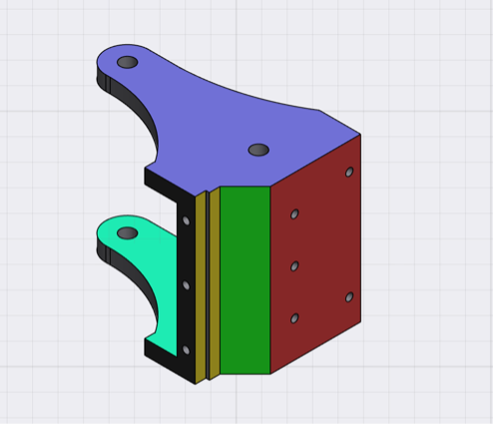
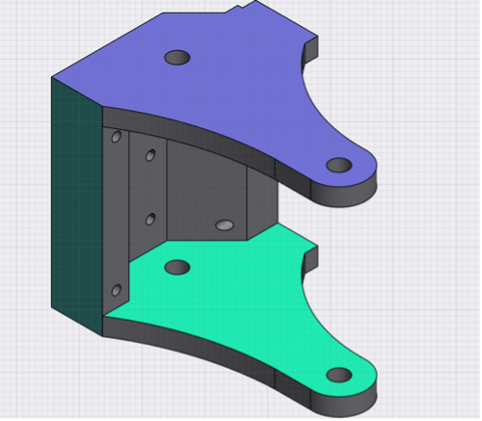
Comment l’imprimez vous ? La face émeraude, violette, rouge, noire ? Cela dépend, comme nous l’avons vu, de la résistance recherchée. Toutefois si c’était uniquement pour le meilleur rendu esthétique possible, il faut faire un choix…
Les faces les plus lisses seront celles qui sont parallèles au plateau (vue vers le haut si pas de supports solubles) puis les faces latérales.
Les faces les plus lisses seront celles qui sont parallèles au plateau (vue vers le haut si pas de supports solubles) puis les faces latérales.
Nous avons vu quel était l’optimum pour des impressions simples. Toutefois, comme nous venons de le mentionner, des supports solubles existent afin de conserver un bon état de surface sur toute la pièce. Solution couteuse en temps et en argent, il est toujours préférable de concevoir la pièce afin d’éviter ces cas là (sauf si besoin). Sachez qu’au-delà des 45 degrés, dans une impression classique et rapide, les structures nécessitent un support. Il est possible de s’en passer avec un paramétrage pointu de l’impression et de repousser la limite autour des 60-70 degrés. Toutefois, l’impression sera moins rapide et plus couteuse.
En construction...
En construction...
En construction...
En construction...